What is OCTG?
Table of Contents
What is OCTG?
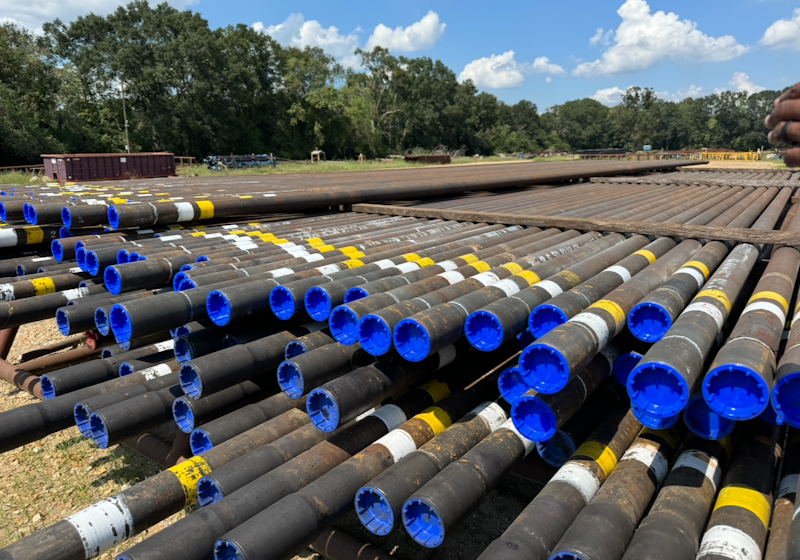
- OCTG refers to casing and tubing – the steel pipe used on an oil rig and in an oil well:
- Casing holds the hole open so you can continue drilling deeper, and protect zones like freshwater aquifers. It is installed telescopically, and vertically into the earth. Casing is also used to protect the open hole and allow oil and gas operators to install completions equipment to produce oil. The most common casing sizes are 4-1/2” – 13-3/8” OD pipe. Any size pipe can act as casing, as the term casing more explains what the pipe is being used for.
- Tubing is steel pipe that helps produce fluids from beneath the surface to above the ground, or inject fluids from above to below. The most common tubing sizes are 2-3/8”, 2-7/8”, and 3-1/2”. Any size pipe can be tubing, because tubing explains what task the pipe is performing. Salt dome storage facilities use pipe as big as 16” to inject fluids into the ground. Who knew 16” could be tubing!
- Size nomenclature for OCTG refers to the true Outside Diameter (OD) of the tube, as opposed to Line Pipe where size nomenclature refers to the Inside Diameter (ID). For example, when you order 2-7/8” OCTG tubing it will have an OD of 2-7/8”. When you want Line Pipe with a 2-7/8” OD, you need to order “2-1/2”” tubing. Line pipe is ordered by its ID. Line Pipe is steel pipe in the oilfield used for transmission of fluids horizontally while above ground.
- While drill pipe is sometimes considered OCTG, in practice, pipe dealers en-masse do not consider drill pipe as OCTG. Drill Pipe will not be covered in this buyer’s guide.
What is OCTG inspection?
- Inspection is performed at the steel mill upon manufacturing of pipes. Inspection can be performed again if the pipe has been sitting a long time, or to requalify used pipe.
- When you hear the term “Inspection” in OCTG, it is almost always referring to a tube-inspection. The most common tube-inspection is called an Electro-Magnetic Inspection, or “EMI.” The next most common is called a FLUT inspection. See “What are the types of OCTG Inspections?” below.
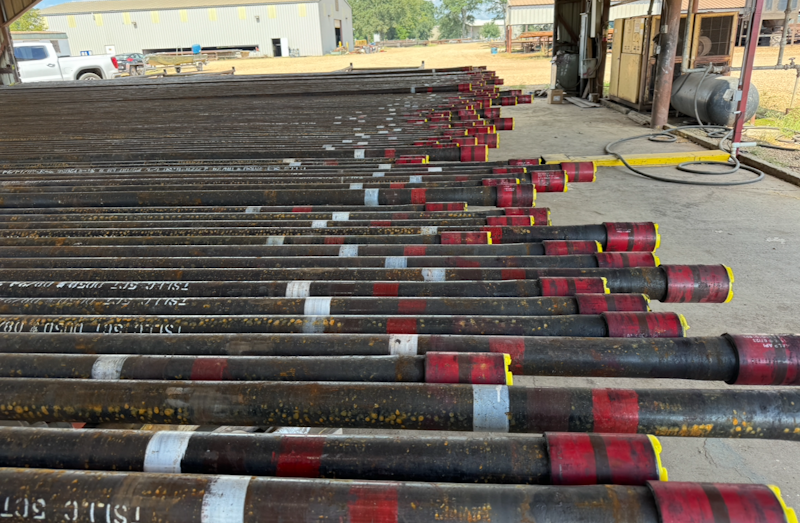
- OCTG inspections are classified into “bands.” The banding system refers to the maximum allowable wall loss from nominal wall. For example, “white band” usually allows 12.5% wall loss. For example, 2-3/8” 0.190” wall can have wall loss / defects as deep as (0.125” * 0.190”) = 0.02375” deep. White band is usually considered a “new pipe spec.” Other band categories are reserved for used pipe markets. Here are the most common bands used commercially:
- White Band – allows up to 12.5% wall loss / defect depth from nominal wall
- Yellow Band – allows up to 15% wall loss / defect depth from nominal wall
- Blue Band – allows up to 30% wall loss / defect depth from nominal wall
- Orange Band – allows up to 35% wall loss / defect depth from nominal wall *Proprietary to Coastal Pipe of Louisiana
- Green Band – allows up to 50% wall loss / defect depth from nominal wall
- Red Band – above 50% wall loss / defect depth from nominal. Considered junk.
- In used pipe markets, pipe is categorized with the “banding” system, according to how it passed an EMI inspection. When you refer to used tubing by its “banded” name (EG – “yellow band”) you are referring to the type of EMI-tube-inspection performed on the pipe. It is important to note: just because you are buying “XXXX-band” pipe, it does not mean your pipe is “rig-ready” for downhole use. Used pipe only defined by a band does not always mean it has received additional necessary services for requalification downhole. For example, if you buy “yellow band pipe”, all that means is the pipe received an EMI inspection on the tube. It does not guarantee the threads have been visualled, nor it does not mean the pipe has been drifted or hydrotested. It does not even mean the pipe has passed a 0-15% inspection. Some pipe yards consider yellow band as a 0-18% inspection. The lesson here is to get in writing an offer from your pipe dealer, and only work with trusted and pedigreed dealers, preferably with assets like inventory and pipe yards.
- The American Petroleum Institute is starting to publish regulations on used pipe requalification, however, in commercial practice, API is never referenced by used pipe markets.
- In new pipe markets, you won’t hear much talk about inspections, which is why this section of our website is that much more important. As per industry reg’s, mills will EMI or FLUT inspect their tubes, usually with a 3rd party. They will also perform hydrotests to 80% of the theoretical yield. After heat treatment and after all inspections, mills will perform a variety of destructive tests. They will pull the pipe til it breaks, measuring mechanical properties such as tensile strength, yield strength, ductility, and in some cases grain size and grain structure. Mills will also measure physical properties like chemical composition. These destructive tests are costly if done on every joint, and they are time consuming. Therefore, destructive tests are only performed on small sample sizes, sometimes as few as 1 joint per 400 joints. Mills will perform destructive tests in-house, as opposed to using a 3rd party. This is a great place for pipe distributors to add value to the supply chain. Ask your distributor if they perform additional destructive tests to the steel they sell. Performing these 3rd party tests are more tedious than pricey, but they are one of the biggest improvements you can give to your OCTG quality program for new pipe.
- There are many ways EMI inspectors arrive at finding defects/wall loss/flaws, and how they interpret the manual prove-ups and relate them to the banding-standard. Therefore, having an experienced EMI inspector/operator is crucial.
What are the types of OCTG inspections?
Tube Inspections
- ElectroMagnetic Inspection (EMI)
- EMI inspections are by far the most common tube inspections. EMI inspections do not read the true wall reading, instead they magnetize pipe and check for “flux leakage”. Certain amounts of leakage correspond with certain wall thicknesses, thus EMI inspections only show operators indications of where the tube-wall might be low, or a defect/flaw might be present. EMI operators must go out and manually “prove-up” these indications with a hand-held UT unit. EMI inspections are very good methods of requalifying pipe, especially with a skilled operator. Without a skilled operator, wall loss/defects/flaws can escape detection. ***EMI inspections do not inspect the last ~18” of each end of the pipe. This area must be visually inspected or have a “Special End Area” inspection performed.
- Full Length UltraSonic (FLUT)
- Called “Flute” inspections, FLUT’s take real wall readings throughout the pipe. They provide a better inspection than EMI’s, and are typically more expensive. FLUT’s are required for carbon steel thicker than .500” wall. FLUT’s are also required for alloys with low iron contents. FLUT’s don’t cover the threads on threaded pipe, you will need to perform a visual on the ends of threaded pipe.
- Visual Inspections
- Visual inspections are where an inspector looks at the pipe with his eyes. Pretty basic! A lot can be discerned about the tube with a high-powered light and a talented inspector’s eyes.
- Hydrostatic Test (HYDRO)
- Hydrostatic tests are performed by filling the pipe with water and applying pressure to check for leaks. Hydrotests are considered the “old-school” way of qualifying pipe. Where an EMI inspector may have a bad day and not see a defect, no defect can escape filling up the tube with water and pressuring it up to as much as 10,000PSI. Used-pipe hydrotests are almost always pressured up to the same test pressure as new-pipe tests at the steel mill.
- Mills will always hydrotest OCTG before they put threads on it. Used pipe reclamation yards will use “screw plugs” to cap the threads after filling with water, pressuring testing the threads as well.
- Full Length Drift (FLD)
- A steel mandrel is sent through the ID of the tube to prove up clearance for downhole tools.
- NDT Hardness tests
- Hardness readings like the HRC Rockwell hardness test are very correlated to yield strength. Therefore, nondestructive hardness tests are on way to try and determine grade of steel (example – J55, N80, L80, P110). NDT Hardness tests are low cost – ~$7-15/test. The problem with these tests is they are not 100% accurate. Industry opinions on their exact accuracy vary between 75% and 98%. The problem is, if you need P110 pipe and you have N80 or J55 sneak in your string, you are going to have a bad time. In short, being confident in knowing the grade of your pipe requires 100% confidence.
Thread inspections
- Hydrostatic Test
- Mills hydrotest their pipe as Plain End (PE), or without threads. Used pipe hydrotest almost always use screw-plugs, which will apply hydrostatic test pressure to the threads as well as the tube. This is one of many reasons why the hydrostatic test is considered the most field-proven inspection of all the inspections.
- Visual Thread Inspection (VTI)
- Special End Area Inspection (SEA)
- SEA’s are designed to catch the last ~18” of each end of a joint of pipe – the area where EMI’s and FLUT’s cannot catch. SEA’s will either employ Wet/Dry Magnetic Particle, Liquid penetrant, and Ultrasonic. SEAs cover threads if there are threads on the ends of the pipe.
- Thread Gauging
- Thread Gauging is where you screw a “dummy thread” onto the thread to confirm it “makes-up” far enough, showing no indication of obstructions or flaws in the threads. Gauging can often find defects that are hidden to the naked eye. Gauging is more commonly used on premium threads.
Destructive Testing
All previous inspections discussed are considered Non-Destructive-Tests (NDTs). The following tests discussed will be Destructive Tests (DTs), which means pipe/steel must be destroyed to produce a test result. Technically, the hydrotest is considered a destructive test because a “fail” is a blow-out, which if nothing else is interesting to point out!
- Tensile and Yield tests
- Tensile and yield tests determine how much force is needed to make the pipe yield, AKA permanently deform, and then how much force is needed to break the pipe, AKA tensile. These properties help determine how deep the pipe can hang, how much burst and collapse pressures the pipe can handle, and how ductile or brittle the pipe is. Pipe specs like P110 allow yield and tensile to fall into a range. For example, P110 yield must fall between 110KSI and 140KSI. It is popular to buy P110 pipe with a controlled yield, on the lower or higher end of the yield range. For example, RY Restricted Yield usually falls between 110KSI-125KSI, to reduce brittleness and increase the corrosion resistance in the pipe. Yield is a very important metric to monitor, and getting a 3rd party lab to perform tests to compare against the mill’s internal results is a cheap and effective way to give a new dimension to your quality program, and monitor your mill’s quality assurance.
- % Elongation tests
- % Elongation tests are taken at the same time as tensile/yield tests. % Elongation measures how much the steel “necks” as it breaks, and is a measurement of ductility.
- Burst tests
- Burst tests are hydrostatic tests, but with increasing pressures until failure is achieved intentionally. Most MTRs will not have burst-til-failure tests.
- Collapse tests
- Collapse tests take a section of the pipe and crush it until it collapses into itself.
How do you inspect used OCTG pipe?

What do I do with my used pipe? Your well had a leak, maybe you changed string design, maybe it was a P&A. You know the pipe has seen its better days, but you want to see if it has more good days in front of it. Take a moment and read “What is OCTG inspections?” and “What are the types of OCTG inspections?”. You will need to know the acronyms and definitions to understand this next section. Here are inspection procedures you can perform on used pipe, ranked from most thorough to least thorough. Be sure to read “What are the Types of OCTG Inspections?” so you can understand these acronyms!:
- SEA EMI FLD HYDRO – this is the most comprehensive inspection procedure. It mirrors most NDT testing done at the mill, plus your threads will be hydro’ed. If this doesn’t produce qualified pipe, you probably have bad inspectors.
- VTI EMI FLD HYDRO – you need some TLC on the threads, but you want to save some coin. SEA’s are very expensive, and by switching to a straight visual (VTI), you can save some money while still attending to the threads. In practice, SEA’s on used pipe are reserved for premium threads and more critical applications, if they are ever performed on used pipe.
- VTI FLD HYDRO – This procedure is used for Limited Service casing, surface casing, and shallow tubing applications.
- FLD HYDRO – Commonly known as “Drift and Test” pipe. The hydro is considered to qualify the threads. Commonly used for shallow tubing applications.
- VTI FLD – Commonly used to requalify young surplus new pipe, especially surface casing.
- Hydrotest in or out the hole, AKA “Test on the way in (or out)” – Commonly used on tubing as operators repair leaks. Pipe that holds pressure = keep in the well. I prefer this method over scanning in/out the hole, but it still has problems. Without a visual, you can still end up with bad pipe that tests. I’ve seen red band pipe (less than 50% wall remaining) hold test pressure.
- EMI in or out the hole, AKA “Scan out the hole” – there are several 3rd party companies that perform this. The value in this inspection only exists when compared to doing nothing at all. Uncleaned pipe, fresh out the hole, results in poor EMI readings.
A couple things to note on this list:
- It is always best to perform used pipe inspections/tests at a pipe yard, as opposed to in the field or on a workover rig.
- All these procedures require the pipe to be properly cleaned prior to inspections.
- If you hire a 3rd party to perform these inspections, you will likely be billed the same inspection cost for good joints and bad joints. This can drastically increase the cost of your overall inspection when applied to your good footage.
- These procedures are NOT a recommendation for your string of used pipe. Each situation is uniquely different. Please do not use this website as a reference. Seek the advice of a qualified professional for your unique situation.
Where can I sell my used OCTG pipe?
You P&A’ed some wells, you are changing out a tubing leak, or you have a string design change. As a result, you have used pipe in the field. You want to sell it. You don’t want to pay for costly inspections especially when you don’t know if you have any good pipe in the string. You don’t have a future use for the material and/or you don’t want to deal with the quality risk raw-used-pipe brings to the heart of your operations – producing hydrocarbons. If you let the pipe sit in the field for a long time, it will rust away and lose value, or it may be stolen. Who will buy your used pipe? There are several ways to dispose of your used pipe.
- You can sell it to farmers and ranchers. This is often done in small lots, taking many transactions. This may get a higher price for your material. You will need to be able to load the material on an as-needed basis, allow people to look at it before they buy it, and create invoices and collect funds. You will essentially need to run a pipe yard.
- If your pipe is in excellent condition, you can possibly sell it to another oil and gas operator. You will have to pick up the phone and start “dialing for dollars,” and try to find an operator who will buy raw pipe in the field. You may or may not have to mitigate inspection risk. In other words, before used pipe goes back downhole you must have some sort of guarantee that it will work. This comes in the form of a reputable asset-backed pipe dealer’s seal of approval, or at least some sort of inspection performed on the pipe.
- You can sell it to a junk yard. Junk yards will pay bottom-dollar for your material. If your material has any NORM, and I mean any NORM, a junk dealer will refuse your material. Junk yards cannot accept NORM above background, which essentially means 0 NORM. At their entrances, most junk yards have super-powered NORM detectors. If you paid to ship your pipe, you will be responsible for the freight, to and from the NORM yard, as well as offloading into a yard that will accept your material, which will usually be the field it came from.
- You can sell it to a used pipe dealer. Used pipe dealers have markets to sell all byproducts of your used pipe. They sell pipe that passes inspection to oil and gas companies. They sell the red band pipe for fenceposts and culverts. Finally, they sell the junk pipe directly to steel mills in large quantities. This allows pipe dealers to pay more than junk yards for raw pipe in the field. Used pipe dealers also have ways to mitigate NORM, usually shipping it to a specific pipe yard qualified to remove and dispose of NORM. The largest used pipe dealer in the USA is www.coastalpipeofla.com.


Where can I buy used OCTG pipe?
Switching from new pipe to used pipe can reduce your tubular costs by 25-75%. When you are looking for a used pipe dealer, here are some criteria to follow:
- Asset backed. Look for used pipe dealers that own their own yard, own their own reconditioning equipment, own large inventories, and employ a number of used pipe professionals.
- Pedigree. Look for used pipe dealers that have been in business for a long time.
- Reputation. Ask for references. Who have they done a good job for lately?
- Tour their facility. Visiting a manufacturing facility always gives a good feel for the way a shop is ran. It always helps to visit more than one to get a relative feel.
What is surplus OCTG?

What is surplus pipe? Surplus OCTG has MANY definitions, with no regulatory oversight for buyers to lean on. This is why you should always ask questions when buying surplus OCTG. The idea behind “surplus pipe” is it has a reduced costs because of a unique origin outside of the traditional mill-distributor-end user supply chain. A reputable pipe dealer will know where pipe came from, usually the mill, and most importantly the reason it became “surplus”. Here are some examples of the origins of “surplus pipe”:
- Mill reject. When you buy Surplus Pipe, it may be requalified mill rejects. Mills have a hundred reasons why they reject pipe. These rejects have a way to find homes in an oilwell, and they are most commonly known by their commercial name “LIMITED SERVICE.” Limited service is usually surface casing or production tubing. Limited Service can sometimes be production casing. Limited Service was rejected at the mill for an unknown reason: it may be an EMI reject, a heat treat reject (yield below or above spec), it may be oval pipe, oversized OD, etc. Mills will always sell their rejects AS IS WHERE IS, without specifying the reject reason. We will save “requalifying limited service” for another blog. If your pipe dealer is selling pipe labelled as Limited Service, good on them – you know more about the origin of your pipe. Still, ask questions about how they are requalifying the material.
- Mill Overruns. When mills take a 5,000,000-foot order, they won’t produce that exact footage. They will produce a little extra, maybe 1% or 2%. This pipe is prime, and may not have a home, thus it may become surplus. This type of surplus pipe is very rare, especially in markets with tight supply. Mill Overruns sell at, or very close to, prime market prices. If you are buying pipe labelled as Mill Overruns, be sure to ask a lot of questions.
- Cancelled projects. Market downturns, funding issues, regulatory issues, personnel issues, etc.
- Design changes. Sometimes operators will change string designs after having bought the pipe. This happens a lot after acquisitions, personnel changes.
- Bankruptcies.
- Aged surplus. Sometimes projects get pushed back so far, the operator wants to buy fresh pipe from the mill. A skilled pipe dealer can put together an inspection protocol to requalify aged prime material.
If you only have 1 take away from this discussion about surplus pipe, let it be to ask questions when buying surplus pipe. Your pipe dealer should be able to confidently answer all your questions, including questions of origin, to your full satisfaction.
How do you inspect aged surplus OCTG pipe?

Inspecting aged surplus is very similar to inspecting used pipe. See “How do you inspect used OCTG pipe?” Here is a list of unique issues to look for when buying aged surplus OCTG:
- Rack Rot. When pipe sits for a long time, some boards have chemicals in them that will corrode the pipe fast and more harshly than it does in open air.
- OD and ID pitting. Pipe in wet, salty environments, especially near the coast, will corrode more quickly than land-locked dry climates, like Midland.
- Mic the OD. Mills are making pipe on the larger side of the OD tolerance these days, primarily to increase wall thickness and increasing collapse resistance without effecting drift tolerance. This results in pipe that has an OD too large, maybe too large to receive handling equipment. You can buy quality OD calipers from Tech Service Products (tspndt.com), or you can buy a PI-tape from any hardware store as a low-cost alternative.
- Dried Dope. Dried dope is an indication of bad threads. More than anything, it means you want to strongly consider a VTI. Most dope-guys will tell you their running compounds protect threads for 6 months. In my experience, it’s a little longer. Unless the surplus pipe has a documented maintenance history, the threads will need to be looked at.
- Reject marks. Red marks, white squiggly lines, yellow circles or highlights on the threads, X’s. etc. Be on the lookout for reject markings.
Where can I sell my surplus OCTG pipe?
When selling your end-of-life tubulars, you should always deal with experienced buyers. Buyer must be able to pay cash in advance, and buy material as-is and where-is if needed. Coastal Pipe of LA specializes in buying surplus lots of OCTG, all across the continental US. Reach out to jake@coastalpipeofla.com for fast + competitive valuations.

How can I reduce my OCTG costs?
Here are some ideas on how to reduce OCTG costs:
- Use your own pipe. When you pull pipe out of the hole, you can requalify it with a used pipe yard and use it again. This process can be expensive, and if your pipe isn’t good you end up burning more cash by inspecting bad pipe. Most of the time, it is more fruitful to sell your used pipe.
- Buy used or surplus pipe, instead of prime pipe. Surplus and used markets are great places to save money compared to buying prime pipe. What’s more, used / surplus pipe dealers offer more of a boutique white-glove experience VS the big-box-store experience you get from the “wal-marts of pipe”. Patronizing these markets also bears more responsibilities, as there are many inexperienced pipe dealers in this market. Whenever you are looking for a used / surplus pipe dealer, be sure to ask a lot of questions. How long have they been in business? How much pipe do they stock? How technically can they answer your most probing questions? For example, P110 casing performs in very critical environments, and knowing this pipes’ origins deserves probing questions and an honest dialogue from your pipe dealer. Can your pipe dealer answer confidently and to your satisfaction? If not, move on.
- Buy in bulk. If you know you will drill / complete regardless of market conditions, you may want to leverage a strong cash position to buy pipe in bulk, and save on cost. Of course, it all depends on the market. Markets like the post-covid demand surge of 2021 is perfect for buying in bulk – low supply, increasingly strong demand, with no relief in sight on either side.
- Pay CIA. Having good credit is OCTG markets makes your business worthy of fighting over. Good news spreads fast.
- Buy directly from asset-based distributors. There are a lot of “phone jockeys” – pipe dealers who own nothing more than a cell phone and maybe a pickup truck. It is always better to work with dealers who have a place to hang their hat, and their own place to rack pipe they own outright.
How do I choose OCTG pipe for my downhole environment?
Material Selection in OCTG and upstream Oil and Gas Operations is a very niche skill set. Very few, if any oil and gas companies have metallurgists on staff. There are 4 places you can get an opinion on tubing or casing material selection for your well:
- Metallurgist – this is my least favorite source for material selection. Metallurgists will almost always suggest a Machine Gun to kill your corrosion-Mosquito. In other words, metallurgists will often suggest VERY expensive materials that will make your wells last a very long time, but the materials will be so expensive they will turn your economics upside-down.
- Pipe distributor – pipe distributors are a great source for material selection knowledge. Pipe dealers’ recommendations will be free, and usually have a lot of experience behind them, but they may be biased by what they have in inventory. Pipe dealers also don’t monitor their pipe after if it put into a well. My advice is to couple pipe-dealer advice with another source.
- Engineer – experienced engineers are my favorite sources of material selection guidance. Their advice is free or close to free, and backed by their experience monitoring tubing/casing performance in wells over multiple years. Engineers are also able to consider the overall life of the well, which is very helpful for instance if your wells produce a lot more water later in their lives.
- Local operators in your field – Another great resource – see what has worked and what has not!
It is important to point out – 100% of the final material selection responsibilities fall on the operator.
N80 vs L80 – Many pipe distributors will tell you the difference between N80 and L80 is negligible. L80 is marketed as more suitable for sour / corrosive environments mostly because it is made with a lower hardness ceiling, and a lower yield strength ceiling when compared to N80. In practice, most corrosive environments don’t need these ceilings until you compare an 80-grade steel to P110 grades. Fortunately, in today’s market, 99% of the inventory on the ground is L80 and not N80, so you won’t have much of a choice to make. And as always, this website is not to be considered as material selection advice. Material selection is always 100% the responsibility of the operator.

Internal Plastic Coating (IPC) vs CHROME
If you have API carbon grade tubing, like J55, L80, and P110, and you face corrosion problems for the first time, you are likely to first look towards IPC or chrome tubing to solve your corrosion problems. They are the next economical step up from carbon grades, and they are the most available. Here I will discuss pros and cons with IPC and chrome:
Internal Plastic Coated tubing (IPC)
Pro’s
- IPC can sometimes handle more H2S than chrome tubing.
- Works well in salt water disposal wells.
- IPC tubing will almost always have EUE 8R connections, which makes for an easier install on location.
- You can revive your existing used string by installed new IPC inside of it. Note – in order to receive new IPC, your used string will need to be inspected and of very good quality.
Con’s
- If you mishandle and accidentally chip 1 spot of your plastic coating, the whole system in compromised. This can be an issue in rod wells.
- Lead time. IPC coating facilities fill up fast, and installing new coating can take a while.
- No markets for used IPC. Good Used IPC coating exists, but the only way to qualify used IPC is with a flashlight-visual, and the used IPC has to be immaculate and free from defects, which is rare.
- End-of-life value. Reject used IPC pipe is worth much less than used bare pipe. The IPC smokes when you weld on it, which makes it undesirable in structural markets. In used downhole markets, the used IPC must be burned out at a very high cost.
- Temperature. IPC has lower temperature limits.
13% chrome tubing (13CR)
Pro’s
- The anti-corrosive property is the steel itself. Knicks and dings to the pipe will not affect its corrosion resistance, unlike IPC.
- It is made for CO2 environments. Be sure to consult with a material selection professional if you have a CO2 environment. Also make note – there is a ceiling on the amount of CO2 13Chrome can handle.
- Works well in saltwater disposal wells.
- There is a good used market to buy pipe from. Used chrome sells at a 25-70% discount VS the cost of new. Be very considerate about choosing your used chrome dealer. Reconditioning chrome tubing is a very niche inspection process. Be sure you have a qualified inspector and a hydrotest, just to name a few pre-requisites!
- Lead time. Chrome is more often in stock, and used strings are quicker to process than IPC.
- Connections. Chrome tubing will have premium connections, which can be a con (see below), but is also a pro. Premium connections usually have a flush ID at the connections, which prevents turbidity and prevents the resultant erosion damage to your pipe.
Con’s
- Need of special elevators. Because chrome tubing doesn’t typically have a square-shouldered EUE 8R connections, you may need elevators that grab the tube to lift pipe in the derrick. Some people call these “MYT elevators”.
- Premium connections require special make-ups. Chrome usually has premium connections, which means you need an experienced crew to run it, or you will need a good 3rd party thread rep to hold their hands. It is not a skilled process; it is just different than EUE 8R. Here’s some highlights of what you will see when running chrome tubing:
- Need of a stabbing guide
- Don’t put a lot of dope. In fact, put the very bare minimum, just enough to cover the threads.
- Hand-turn the starter threads until the pipe is hand-tight, before running tongs. This prevents galling and cross-threading.
- Price. New chrome will be more than new IPC tubing, but yellow band used chrome tubing will be much lower cost than new IPC tubing.
- Chlorides. 13% chrome tubing can only handle so much chlorides. A rule of thumb on Chlorides for 13chrome – anything more than 100,000 mg/L, start doing more research on whether 13CR is right for your well.
- H2S. 13% chrome tubing can handle more H2S than most carbon grades, but it has a limit. A rule of thumb is at 1.5psi and above, start doing more research on whether 13CR is right for your well.
- For detailed information on where 13% chrome works, check out JFE’s website for charts like corrosion over CO2, corrosion over temperature, etc.
https://jfetc.com/product/13crhp-13cr/
What is the difference between ERW and SEAMLESS OCTG pipe?
OCTG pipe is manufactured via 2 distinct processes – SEAMLESS and Electric Resistance Welding (ERW). ERW is typically lower cost, by about ~10-15%. And while ERW has some advantages over seamless (better threading, more consistent burst & collapse, more uniform lengths), seamless is more ubiquitously considered the premium product, because it does not have a longitudinal weld.
ERW pipe is made by taking a long sheet of steel and folding it over to weld it into a tube. Seamless pipe is made by piercing a hot steel bar with a spear, producing a pipe with no weld or no seam.
For a more in-depth analysis of the pros and cons of using seamless and ERW pipe in oilfield applications, check out https://www.pipebrothers.net/erw-vs-seamless/.
For a great video showing ERW manufacturing:
For a great video showing Seamless manufacturing:
Disclaimer – This page is not written by a professional. It is not advice. Do not use it as a reference for your decisions in the oilfield.
Where can I listen to an OCTG podcast?

The most popular and most technical OCTG podcast is www.pipebrothers.net. You can also find them on Apple Podcasts https://podcasts.apple.com/us/podcast/pipe-brothers-podcast/id1460030056, Spotify https://open.spotify.com/show/2WpbxkoS1R72SHFxQD01oA, and Libsyn https://pipebrothers.libsyn.com/.